

钛管
产品类别:钛管
产品关键词:钛管厂家,钛合金管厂家,宝鸡钛管厂家
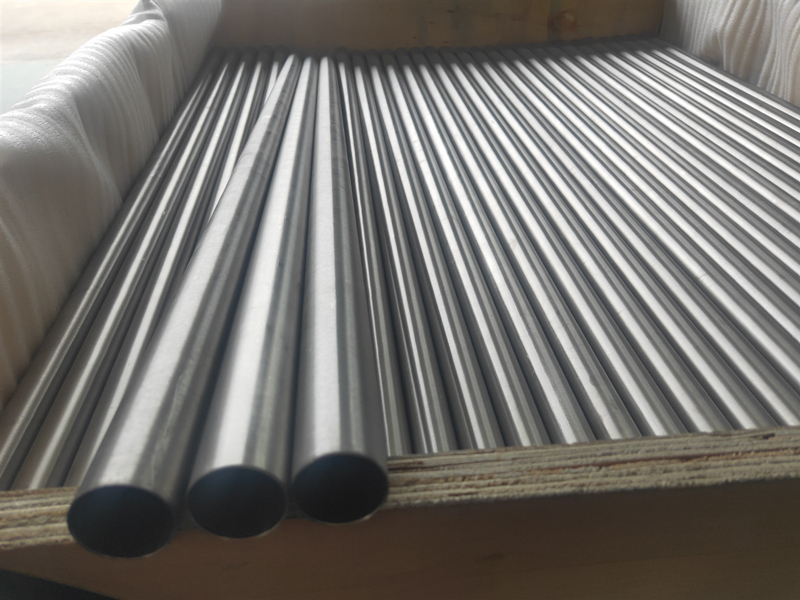
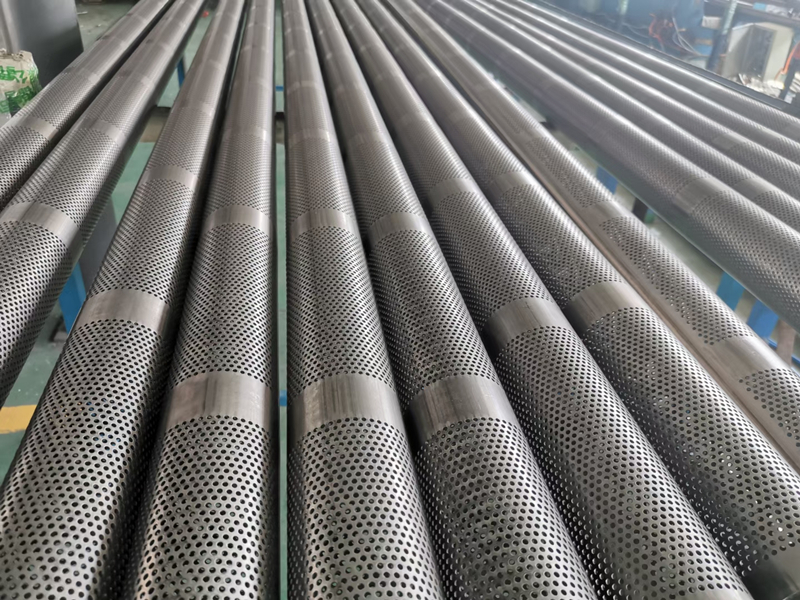
产品概述:钛管质量轻,强度高,机械性能优越。它广泛应用于热交换设备,如列管式换热器、盘管式换热器、蛇形管式换热器、冷凝器、蒸发器和输送管道等。很多核电工业把钛管作为其机组标准用管。
钛管质量轻,强度高,机械性能优越。它广泛应用于热交换设备,如列管式换热器、盘管式换热器、蛇形管式换热器、冷凝器、蒸发器和输送管道等。很多核电工业把钛管作为其机组标准用管。
|
产品名称 product |
规格 Size(mm) |
牌号 grade |
执行标准 specificaion |
|
钛及钛合金管
|
Φ(3-114) x(0.2-0.6)x L |
TA1、TA2、TA9、TA9-1、TA10、 TC4 |
GB/T3624-95 GB/T3625-2007 ASTMB337 ASTMB338 |
|
Φ(25-210) x(6.0-30)x L |

技术要求:
1. 钛及钛合金管的化学成分应符合GB/T3620.1的规定,需方复验时,铭坤钛业化学成分的允许偏差符合GB/T3620.2的规定。
2.管材外径的允许偏差应符合表一规定。
3. 管材壁厚的允许偏差应不超过其名义壁厚的±12.5%,管材壁厚的允许偏差不适用于钛焊接管的焊缝处。
4. 管材的长度应符合表二规定。
5. 管材的定尺或倍尺长度应在其不定尺长度范围内,定尺长度的允许偏差为+10mm,倍尺长度还应计入管材切断时的切口量,每个切口量应为5mm。
钛管焊接工艺:
1、以防氧化。加工工具应专用,管道切割与坡口加工;管材切割与坡口加工应在专门的作业场所内采用机械加工方法进行。加工时要用非污染介质洁净水进行冷却。并保持清洁,以防铁质污染。加工好的管口应保证表面平整,无裂纹、重皮等缺陷。切口平面最大倾斜度偏差不超过管径的1%。
2、清除飞边、毛刺、凸凹等缺陷。表面清理:用奥氏体不锈钢制的钢丝刷清除钛板所有焊接表面及坡口附近100mm内的锈皮、油漆、脏物、灰尘和能与钛材起反应的杂物。用砂轮修整加工面。
3、轴线不得偏移,组对:将钛管、配件对准、夹好。间隙均匀一致,并应防止钛管在装配中被损伤和污染。避免强制组对。定位焊采用和正式焊接相同的焊接工艺。
4、处理后的表面应无任何残留物。脱脂处理:用赛璐珞海棉沾无硫乙醇或无硫丙酮对所有焊接表面和坡口附近50mm内全部做脱脂处理。
钛管焊接设备:
同时配备有完好的电流表和电压表。焊机:采用直流TiG焊机。焊机应保证优良的工作特性和调节特性。
轻巧耐用,焊炬:采用QS一75°/500型水冷式TiG焊焊炬。焊炬应具有结构简单。枪体严密,绝缘良好,气流稳定,夹钨捧牢固,适合于各种位置焊接的特点。
不宜用橡胶软管和其它吸湿材料。使用时应专用,氩气输送管;采用半硬质塑料管。不得与输送其它气体的管相互串用。氩气管不宜过长,以免压力降过大引起气流不稳,一般不超过30m。以保证轴线一致,焊接夹具:用奥氏体不锈钢或铜制管卡兰、锁紧螺栓等组对钛板及配件。应确保对钛板及配件有一定的夹紧力。间隙均匀合适。